With a clear focus on the technology innovation and industry applications, Farsoon strives to develop truly open, production-oriented solutions that create added value for our customers.
Farsoon offers high-quality AM solutions that can be tailored to your production needs -- including off-the-shelf 3D printers, customized solutions, engineering materials, software systems, customer-centric services and support.
Take off with truly open Farsoon AM solution for your industrial production and application innovation. Our extensive product portfolio and customer-centric service will pave the way to your business success.
Large-Format Plastic 3d Printing: Automotive HVAC Housing Produced in One Single-Piece with Farsoon CAMS HT1001P
Share:
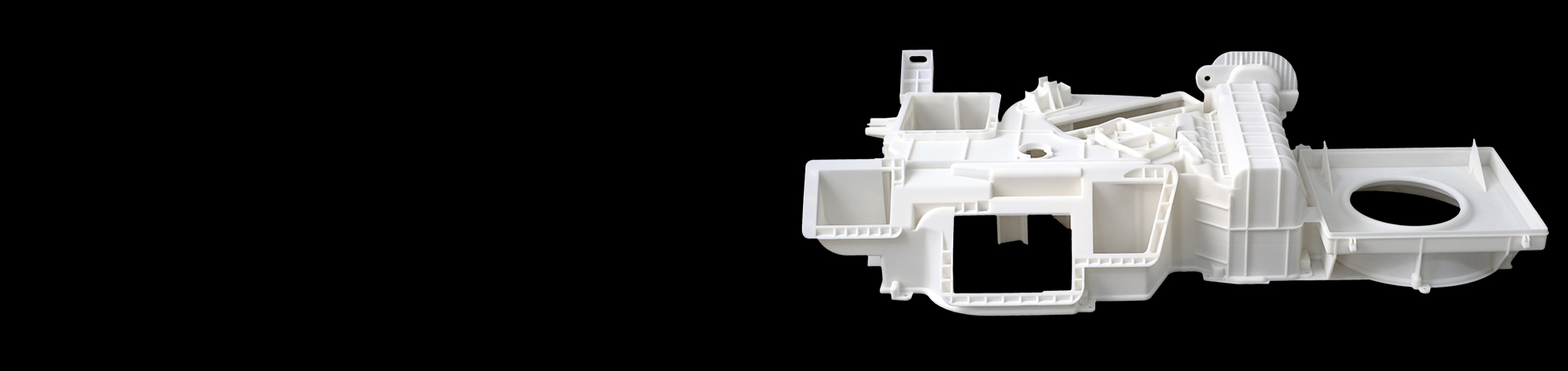
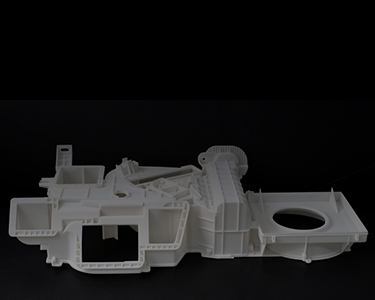
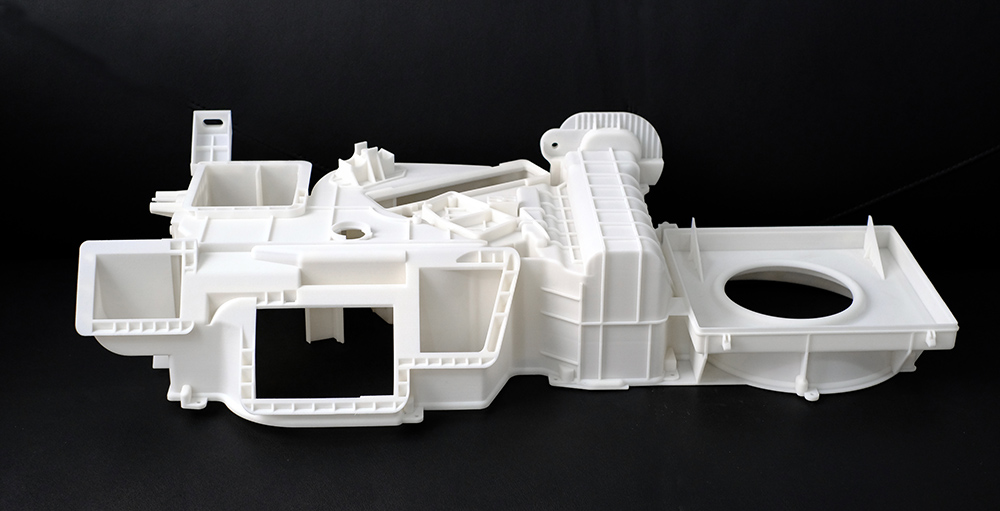
Farsoon Technologies in collaboration with SAPW Automotive Technology Co. has printed a single-piece polymer automotive HVAC (Heating Ventilating Air Conditioning) unit on the new Farsoon HT1001P CAMS® (Continuous Additive Manufacturing Solution) system. This particular HVAC unit measured 37.4 in x 16.6 in x 8.2 in (950mm x423mm x207mm)and is used for the heating, ventilating, and air conditioning system installed in the dashboard of all automobiles manufactured today.
Figure 1: Overall structure and size of the HVAC shell in mm. (X: 16.7 in, Y: 8.2 in, Z: 37.4 in)
Manufacturing an HVAC Unit: Traditional Technologies and Complications
1.Traditional Technologies: CNC Method
While CNC is a well-known and widely used method of creating models, the high cost of equipment and high technical requirements for personnel detract from the benefits. Due to the tool diameter, length and cutter clearance, any part with the length exceeding 3.4 in (100mm) needs to be sectioned into smaller pieces then assembled. Additionally, certain features and under-cuts require repositioning of the workpiece, forcing accuracy to be dependent largely on the experience of the personnel and the quality of the work-holding devices rather than the inherent accuracy of CNC equipment.
Steps for Manufacturing with CNC:
Step 1: Divide the three-dimensional data into smaller pieces and program each piece to be processed separately by the CNC equipment.
Time required: ~ 4 – 6 hours per piece
Step 2: CNC milling machine is used to cut all pieces.
Time required: ~ 50 hours
Step 3: Manual trimming, polishing and joining of sectioned pieces.
Time required: ~ 4 – 6 hours per piece
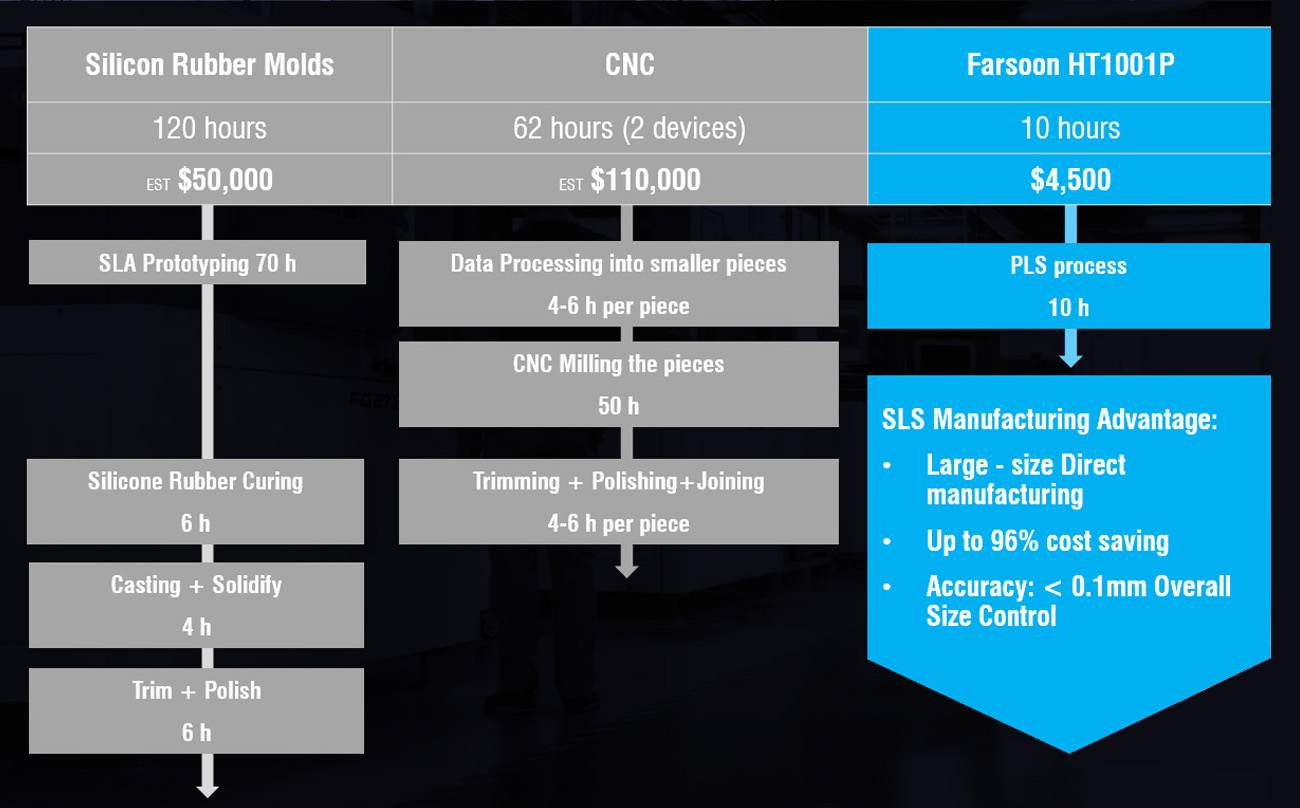
CNC Process: ~ 62 hours total needed to manufacture one single part
Demerits: high cost of single part, low intensity, long assembly time and low precision.
It should also be noted that silicone mold is very sensitive to pressure and heating conditions, considerable shrinkage may occur to the silicone and liquid materials during the curing process. Also, the process of the silicon mold is of complicated multiple steps and techniques, these factors resulting in the precision of product size not being guaranteed, generally more than 0.5mm/100mm, while in automotive prototyping the tolerance is 0.2mm/100mm.
Step 1: Produce the prototype. This is generally done with an SLA process.
Time required: ~ 70 hours to produce mold master
Step 2: Place the SLA product into a build box then pour silicone rubber into the box. Allow silicone rubber to cure.
Time required: ~ 6 hours for silicone rubber to be completely cured.
Step 3: Cut the solidified silicone mold and remove the SLA prototype from inside. Trim off excess silicone to ensure a good mold piece fit then seal the silicone mold. In a vacuum casting system or manual processes, pour liquid urethane materials into the silicone mold through the pouring gate. Heat to solidify.
Time required: ~ 4 hours.
Step 4: Separate the silicone mold and remove the silicone part. Trim the flown edge and polish for finished product.
Time required: ~ 6 hours per person
Silicone Molding Process: ~ 120 hours needed to manufacture one mold master and mold and cast one complete part.
The traditional silicone process is labor intensive and requires multiple persons to create multiple silicone molds. Accuracies can vary form part to part and the process is typically measured in days, not hours.
Why 3D Printing is beneficial for the Automotive Industry
Single-Piece Formation of Complex Structure
The HVAC design features numerous interior structures such as indentations and buckle structures. If produced using the CNC method, the HVAC will have to be processed in several pieces then assembled. This is time consuming and laborious while the junctions can enable failure points and size deviations which create fit issues. Compared to 3D printing, the single-piece HVAC formation will print in one-piece producing a part with smoother surface textures, higher part strength, no fastener failure points, and saving time and labor which will lower costs.
Freedom of Design and Innovation
Traditional automobile manufacturing processes of high complex structures need specific tooling and processing such as press tool stamping which have constraints of tool size and angles. Due to these limitations, when processing certain details and structures the design is extremely difficult to accomplish. This can cause a set back and compromise the part functionality when producing an innovative design. However, 3D printing is a tool-free process and by converting the complex irregular-shaped structure to successive layer processing can allow full freedom for design and innovation.
Vehicle Development Cycle Shortened
The cycle of vehicle development is time sensity for launching products and consists is a long and complicated process from product planning to market. The longest vehicle development cycle for traditional manufacturing usually takes up to 57 months. Most of the time is being spent on R&D parts and integration, system verification, automobile manufacturing and quality control. The most time-consuming work is the manufacture of the equipment and the development of molds which can take up to a year to complete.
Farsoon 3D printing has numerous technical advantages which rely on quick correction of design errors, improved production efficiency, and reduction of developmental costs. Compared to traditional mold development, as well as the forging, casting and other complex processes, the intermediate link is simplified and the development cycle is shortened. The prototyping cycle of this HVAC mold by 3D printing is only 10 hours compared to traditional manufacturing processes, 62 hours for CNC and 120 hours for making silica mold.
Introducing the HT1001P CAMS® Systems and Its Advantages
Due to the HVAC part size length dimension being 37.4 in (950mm), if produced in an average size SLS (Selective Laser Sintering) additive manufacturing 3d printing systems of 15.7 in x 15.7 in x 17. 7 in (400mm x 400mm x 450mm) it would need to be built in several parts then assembled and polished. This can cause strength issues, stitch lines and additional complications. Production of the parts would also be 48+ hours for data processing, sintering, and post-processing.
However, Farsoon’s HT1001P, equipped with a build cylinder size of 39.4 in x 19.7 in x 17.7 in (1000mm x 500mm x 450mm) makes printing the HVAC in one single piece possible. It not only improves efficiency but also eliminates the process of assembling and polishing of the jointed positions as well as being produced in 10 hours.
Comparison of the build times for the HVAC on common processing methods:
Adhering to the concept of turning 3D printing into direct manufacturing, the HT1001P is tailored for the industrialization of additive manufacturing with a build time rate of up to 15L/h. The HT1001P is capable of serial production of many parts with production efficiency of nearly 100%, and large size prototype manufacturing for automotive, aerospace, consumer products and numerous other industries. The high-temperature sintering ability is suitable for materials with sintering temperature under 220℃, such as Ultrasint X043 (PA6), FS6028PA (PA6) and FS3300PA (PA12).
This website uses cookies. By continuing to visit this website, you agree to our use of cookies. For more details about cookies, see our Privacy Policy.